-

- 雜志類目(編輯計劃)/li>
- 雜志類目(投稿服務)/li>
- 全站底部/li>
- 移動應用描述/li>
- 雜志類目(編輯簡介)/li>
- 雜志類目(編輯計劃)/li>
- 視頻/li>
- 管窺擠出精品/li>
- 默認分類/li>
- 求購
- 供應
- 視頻
- 宣傳矩陣
-







 未注冊
未注冊


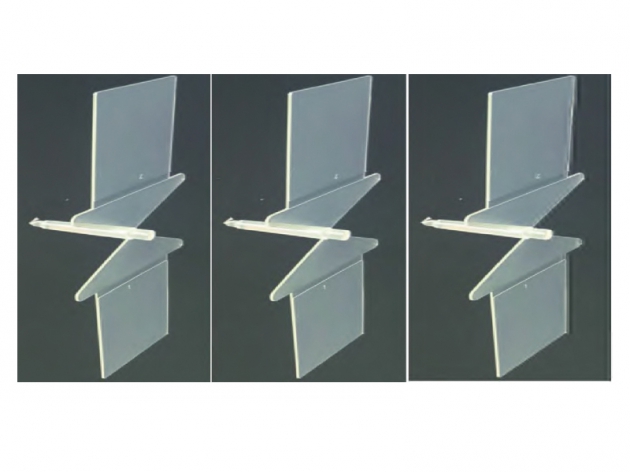
SEEV-LGP 射出馬達


普通模板

LGP專用模板

可選配搭載針對圧縮成形用的高応答型締馬達

※応答時間爲試験的設計值

【展示內容】






| 成型品 | : | 7”導光板(厚模穴數(shù)0.38mm) |
| 模穴數(shù) | : | 2個 |
| 樹脂 | : | PC(導光板專用) |
| 産品重量 | : | 25sec |
| 1模重量 | : | 12g (2個) |
| : | 20g |
|
Point 1 |
改善了光學特性(Y値/変黃) ? 10G?1000mm/s的高応答?高速射出裝置 |
|
|
Point 2 |
改善了澆口的毛刺和厚度差 ? LGP專用的高剛性鎖模裝置 |
|
|
Point 3 |
同時兼顧大尺寸和超薄型的発展趨勢 ? 圧縮成型用的高応答鎖模裝置 |
| 模 具 | : | 株式會社精工技研 |
| 模溫機 | : | 株式會社精工技研 |
| 模溫機 | : | 株式會社精工技研 |
| 模溫機 | : | 川田機械製造(上海)有限公司 |
| 機械手 | : | 星精機械(上海)有限公司 |
| 傳送帯 | : | 星精機械(上海)有限公司 |
| 樹 脂 | : | 三菱化學工程株式會社 |